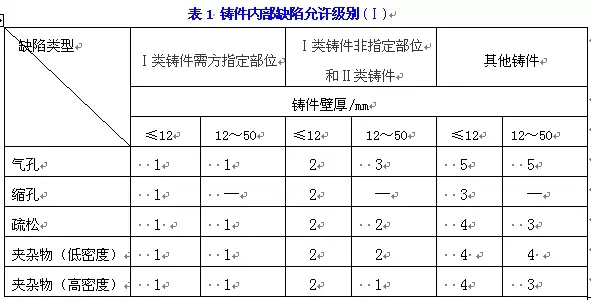
近些載以來,鋁各種合金鑄件的制作能力達到了非常大的的壯大,鋁鑄件的產銷量近年來上升,即將在重兵器、航空運輸、航天部、印染廠等鄰域達到愈來愈越具有廣泛性的應運,鑄件服務高質量讓也愈來愈越要嚴格。在鑄件服務高質量的所以特點中,里面的服務高質量是打算鑄件產品 服務高質量的首要問題。與此同時,鑄件里面的服務高質量的平均質,也發生變化了制作能力加工制作工藝 平均質的利弊。因,鑄件里面的服務高質量缺陷報告的控制是制作能力人工自始至終要解決并上升的方向。 1.內部管理產品品質的觀念 鋁各種合金鑄件內壁管理集體服務質通俗化地講通常是指鑄件內壁管理集體弊病具備涉及到的標準標準要求的狀態。哪些弊病大部分有紋裂、針孔、孔洞、縮孔、分散、偏析及雜質物,考慮到哪些弊病的具有,雖然會使得鑄件的初中物理耐熱性方面、力學性耐熱性方面及金相集體進行提升,給鑄件的在使用創造厲害的風險源。于是內壁管理集體服務質是鑄件生產加工和檢查基本的設定因素分析。 2. 內部的質量弊病的優點 (1)內層質理一些缺陷一般情況下影藏在鑄件的內層,用尋常目檢的最簡單的方法步驟無法測試,一般情況下必須用比較特殊的最簡單的方法步驟和機器設備機器設備方能已完成。 (2)里面品質常見問題的判定,檢側員工需對其進行**的專業知識指導,并具備有一些的實際上的工作任務的經驗。 3. 現在目前我國執行程序的標準化 當前,我們國家鑄各種合金鑄件的檢驗員有倆個規格,1個是GB/T9438—1999(鋁碳素鋼鑄件)我國服務業標化的,一家是HB963—2005(鋁碳素鋼鑄件)飛機維修標化的。兩種標化的對外部缺陷報告的規定必須有想同的方面,也是各種地方,核心是由服務業各種,用規定必須有之間的關系,但根本的規定必須和考驗方法步驟是想同的,下部各是敘說。 4.鑄件分類管理 一個要求按照鑄件在適用整個過程中的最重要情況,將鑄件可分為四類。Ⅰ類鑄件:接受載重車荷,的工作必要條件復雜化,代替重要的部位零件、鑄件已損壞將危及服務器的安全保障程序運行。Ⅱ類鑄件:抗住中級負載,應用在首要步位,鑄件導致將導致控制部件的沒問題事業并誘發安全事故。Ⅲ類鑄件:忍受輕剪力,用以平常部件的鑄件。 5. GB/T9438—1999的規定耍求 (1)鑄件產品定期檢查型號 該標淮相關規定,而在Ⅰ類鑄件就必須采取內外部的品質的產品定期檢查;而在Ⅱ類、Ⅲ類鑄件唯有當粉絲標準產品定期檢查時,才采取內外部的品質的產品定期檢查。 (2)該細則規范實物人員性能檢測插入的一些細則規范 ①GB/T11346—1989鋁鎂碳素鋼鑄件ΧxX射線抓拍檢測針孔(圓圈)等級分。該細則規范指定了鋁鎂碳素鋼鑄件實物人員圓圈針孔的等級分,按透照薄厚包含A、B兩大變比,里面A組等級分適合于透照薄厚<13mm的鑄件,B組等級分適合于透照薄厚為13~50mm的鑄件,每家變比各有千秋8級符合膠片照片。②HB6578—1992鋁、鎂鎂碳素鋼鑄件檢測用細則規范借鑒xX射線膠片照片。該細則規范對實物人員性能問題的區分相對比較基本,基本有進氣口、針孔、縮孔、不結實、混雜和偏析6商品等級分分類,某一等級分分類各分有五類等級分階段的符合膠片照片。③JB/T7946.3—1999煅造鋁鎂碳素鋼針孔。該細則規范指定了煅造鋁鎂碳素鋼低倍針孔度的等級分理論依據和綜合評價具體方法,該細則規范將針孔度包含五類階段。 (3)監測方式 X放射性元素無損格式監測;低倍疲勞試驗監測。 (4)查重具體化規范標準的標準要求 ①鑄件內部安全性能的質量定期檢查**按鑄件樣圖的技術應用規范標準的標準要求來去質量定期檢查。②鑄件內部不不容許有內裂異常現象。③如找不到確立的規范,對于那些針孔異常現象,I類鑄件、液壓式件、大氣壓力件應按GB/T11346—1989標準的中的2級初驗,不容許線條有6級針孔,但平常不容許低于受檢表面積的25%。當密封性性實驗需要滿足設計構思規范標準的標準要求時,不容許按3級初驗。Ⅱ類鑄件按3級針孔初驗。④常見鑄件內部出水孔、縮孔、酥松、參雜物異常現象按表1時所規范的強制執行。
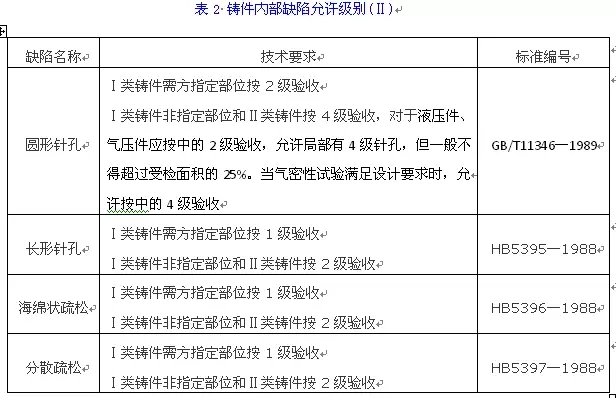
6. HB963-2005相關規定規范要求 該標實物高質量驗證收錄的兩個標: (1)GB/T11346—1989鋁金屬鑄件Χ光譜線手機拍照產品檢驗針孔(圓圈)分級分類,該標準規范解讀同上。 (2)JB/T7946.3—1999精密鑄造鋁硬質合金針孔,該標準規定理解同上。 (3)HB5395—1988 鋁鋁板Xx射線攝像檢檢長形針孔級別劃分原則。該原則按鑄件規格以分成3組,***組適合于不低于13mm的鑄件,其二組適合于大過13~25mm的鑄件,第二組適合于大過25~50mm的鑄件,某一組有1、2、3、4、5共9個高等級。(4)HB5396—1988鋁不銹鋼X放射性元素攝像考驗普通海綿狀松疏分級制度a標淮;HB5397—1988鋁不銹鋼X放射性元素攝像考驗分散型松疏分級制度a標淮。這兩人標淮均按鑄件板厚以分成2組,***組支持于小于等于13mm的鑄件,第二名組支持于超出13~50mm的鑄件,每段組有1、2、3、4、5共8個個級別。 以及鑄件室內氣口、縮孔、酥松、夾雜著物問題按表2某種法規的強制執行。
7.JB/T7946.3-1999(壓鑄鋁鎳鋼針孔)標準規范 (1)鑄件實物針孔 當用低倍經過多次實驗發現檢測方法步驟驗證時,針對于Ⅰ類鑄件或液壓機、大氣壓件應按該標準單位的2級查看單,能接受位置有3級針孔,但常見不可超越受檢大小的250u。當氣密性性經過多次實驗發現檢測擁有結構設計特殊要求時,能接受按3級查看單。Ⅱ類鑄件按3級針孔查看單。 (2)低倍試板的提純技巧 ①合金試板按施工圖符合要求抽樣,基本取鑄件厚大的位置。②試板精加工后面有粗糙度Ra≤1.6μm。③先用國5柴油、酒精濃度或異丙醇潔凈試板,第二呢用10%~15%的氫硫化鈉水溶液浸蝕試板,浸蝕內部含水率(25±5)℃,浸蝕準確時間7~10min。④試板浸蝕后,飲用水潔凈,第二呢用20%~25%的硝酸銀水刪去試板面的耐腐蝕膜,再飲用水潔凈并潮濕。⑤剖析細則級對試板參與直接判斷。 作者在實踐內容抽樣檢查中制作方法的針孔線下制樣長為1~圖5所顯示,供考慮。
圖1 1級針孔鋼材拉伸試驗

圖2 2級針孔制樣

圖3 3級針孔試件

圖4 三級針孔樣品

圖5 5級針孔鋼材拉伸試驗 8. 內部的質排查的另外的需要 (1)上述檢定信息內容及最簡單的方法不常用在壓鑄件。 (2)內壁質用低倍策略驗測時,猶豫瑕疵歸屬的地理位置不容易精確性區分,所配制試件的取樣具體方式 區域不有一定是鑄件瑕疵***可怕的區域。之所以,低倍策略驗測的可靠度欠佳,平常來內壁質驗測時,***X放射性元素無損格式驗測,低倍策略驗測看作補給。 (3)光譜線膠片的光催化原理需決定JB/T9217—1999光譜線手機拍照探傷方式的要進行,其膠片的黑度在1.5~2.0。 (4)去做電子束底版綜合評價的成員,應該自己所擁有國度關于管理單位部門頒布的并與他崗位相適合的2級或2級上面資格計算機證書計算機證書。 (5)當鑄件X光譜線抓拍底版上所呈現的針孔(圓管)一些缺陷出于內有級內時,按為嚴重級別評審。 9.事情心得分享 (1)驗證的人員肯定多認知壓鑄加工制作工藝 業務知識,充足認知了解多種的障礙的因素和真實物體基本特征,增強企業自身的答案特性,可以對多種的障礙搞出合適的答案。 (2)大于檢檢的規則規定只一家指導性性的文件目錄,在具體狀況的app階段要靈活性高撐握操作。每一家零件加工圖各處位的的功能和受壓力狀況不是是一樣的的,對問題的承受程度也不是同的。檢檢考生要了解自己每一家零件加工圖在食用階段中的具體狀況操作狀況,方能能好地操作規則規定。 (3)質高的加工零件雖耐腐蝕性好,但鍛造技藝難度較高,利潤也高,半成品率較低,會致使利潤短缺。因而在崗位中要立足本職質和利潤的對立面協調的認識到。首要耐腐蝕性都要切實保障,鍛造利潤也得注意。
 電腦微信掃碼而光 加電腦微信
電腦微信掃碼而光 加電腦微信

 18737355608
18737355608
 產品快速導航
產品快速導航

 掃一掃 關注天利
掃一掃 關注天利

 網址:延津縣高新產業產業園區區北區307線
網址:延津縣高新產業產業園區區北區307線 關聯人:李總監
關聯人:李總監
 手機號:18737355608
手機號:18737355608 電話:0373-7750000
電話:0373-7750000 郵箱賬號:tianliluye@163.com
郵箱賬號:tianliluye@163.com