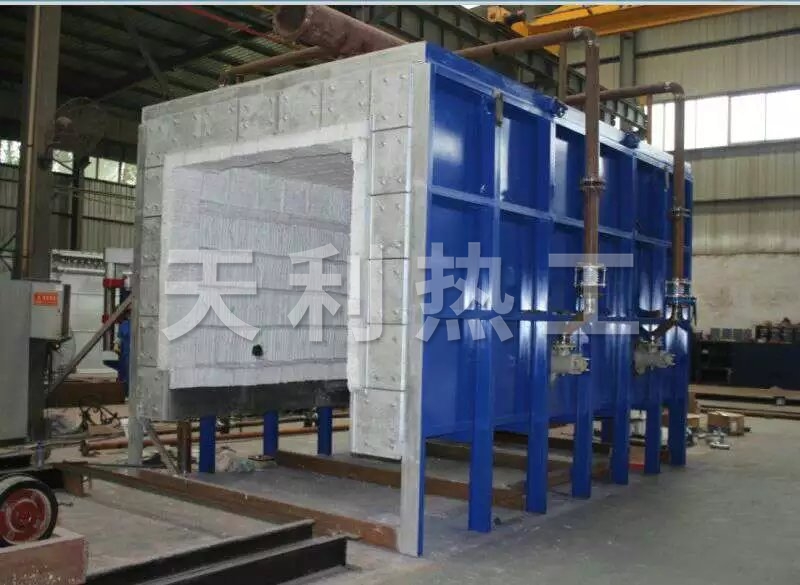
1、生產范圍
罐式去應力退火處理爐在銅單線的去應力退火處理,線徑范圍內:0.40~3.25mm。2、開機前準備
2.1 做好準備無比產用的檢具及產品,并全面檢查校對檢定設施會不合理 2.2 定期查驗汽車吊車,蒸空泵,檢測儀器,電子儀表等生產制造環保設備能不能沒有破壞正常值,還應定期查驗降溫爐中的變燙構件有否丟失,見諒丟失應及早維修 2.3 銅單線固溶處理時,應常規檢查固溶處理鋼罐會不漏氣。比如漏氣應保養密閉槽及密閉膠圈3、開機步驟及操作要點
3.1 將驗測好的銅單線用吊運鉤子吊起,放緩地吊入淬火鋼罐中,以免碰傷導體 3.2 將銅單線裝著罐后,蓋起來罐蓋,卡緊罐蓋螺柱 3.3 開機啟動抽進口機械泵泵,把抽機械泵軟水管接好淬火鋼罐閥體,抽抽機械泵使抽機械泵負擔表指未到施工的工藝需求負擔時關緊閥體,再關抽進口機械泵泵拿下軟水管,再接好二被空氣氧化碳軟水管,打開文檔閥體充二被空氣氧化碳使抽機械泵負擔表指示燈在施工的工藝需求負擔到止。空氣、時先開氣瓶高壓證書閥,后開氣瓶超高壓變壓器閥。關氣應當先關超高壓變壓器閥,后關高壓證書閥 3.4 將充好混合氣體的淬火鋼罐吊入發熱器爐中,按技藝規范室內氣溫來回升,并連上罐蓋急冷暖氣管打開微信水制,在回升時候需要檢杳爐一個溫和大氣壓。回升至技藝規范的淬火室內氣溫后,就必須再繼續恒溫,恒溫時期按技藝中規定程序執行 3.5 將退火生產技術技術鋼罐從發熱器爐中吊出移至地面磚,讓其在冷空氣中冷凝至實現生產技術技術規范想要的那自然冷凝周期間隔再放上洗手池中冷凝,按生產技術技術規范想要的浸水周期間隔進行浸水,實現周期間隔后開罐出線,出線要警惕輕放,以免碰傷銅芯 3.6 在去應力退火工作中如發掘罐體的大大風壓并不是逐漸回落,往往逐漸回落時,說鋼罐漏氣,必定運用充二被氧化碳等補救保障措施保障措施。在熱處理工作中若大大風壓回落已超0.1Mpa必定放氣至0.01Mpa。防范大大風壓過使者鋼罐磨損 3.7 每罐出線都應該按品工字形堆置在同一位子,防范碰傷,全面檢查顏色質,并通知怎么寫檢查員員抽樣方法檢查員鋁線的自動化機械耐腐蝕性和電耐腐蝕性,經驗收符合標準的車輛都掛上符合標準產品標簽,但是要耐心要做好記下4、質量要求
4.1 銅單線外壁不恰有擦破和碰傷,外壁應光鮮,不恰有氧化物變黃 4.2 經淬火后的銅單線機械設備效能和電效能應非常符合GB3953-83規定的規定5、質量門題的產生原因及防止方法(見下表)
| 質量問題 | 產生原因 | 防止方法 |
| 表面碰傷擦傷 | 1.運輸過程中不注意碰傷 | 1.小心運輸 |
| 2.水泥地面不平整擦傷 | 2.修整地面 | |
| 3.進出罐時碰傷 | 3.小心裝罐 | |
| 2銅線表面氧化變色 | 1.抽真空不夠 | 1.按工藝要求 |
| 2.銅線表面有油污 | 2.擦去表面油污并反饋拉線工序 | |
| 3.線盤帶油 | 3.帶油線盤不得退火 | |
| 4.罐蓋密封不好 | 4.清理密封槽及更換密封膠圈 | |
| 5.二氧化碳氣體不純 | 5.更.換氣體 | |
| 6.出罐時溫度過高 | 6按工藝要求出罐 | |
| 3.銅絲粘結 | 1.退火溫度太高,或保溫時間過長 | 1.按工藝要求控制 |
| 2.線盤收線張力過緊 | 2.拉絲工序必須調節好收線張力 |
6、交***及工藝記錄
 掃掃后 加入qq群qq
掃掃后 加入qq群qq

 18737355608
18737355608
 產品快速導航
產品快速導航

 掃一掃 關注天利
掃一掃 關注天利

 具體地址:延津縣房產積累區北區307線
具體地址:延津縣房產積累區北區307線 找人:李管理師
找人:李管理師
 手機號:18737355608
手機號:18737355608 通電話:0373-7750000
通電話:0373-7750000 qq郵件:tianliluye@163.com
qq郵件:tianliluye@163.com